
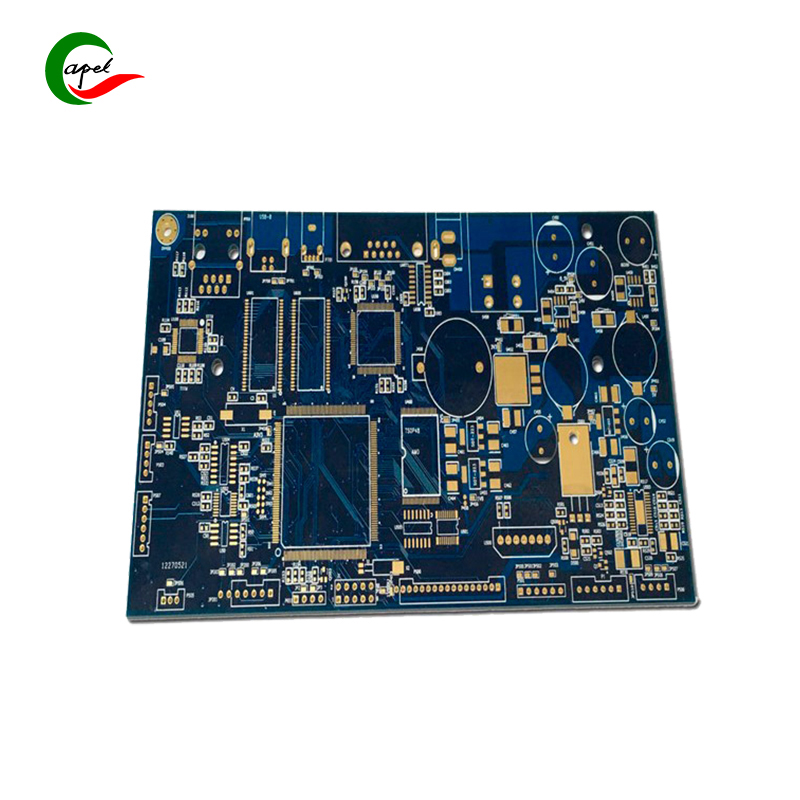
Вытворца прататыпаў двухбаковых друкаваных плат

Магчымасць працэсу PCB
| няма | Праект | Тэхнічныя паказчыкі |
| 1 | Пласт | 1-60 (слой) |
| 2 | Максімальная плошча апрацоўкі | 545 х 622 мм |
| 3 | Мінімальная таўшчыня дошкі | 4 (слой) 0,40 мм |
| 6 (слой) 0,60 мм | ||
| 8 (слой) 0,8 мм | ||
| 10 (слой) 1,0 мм | ||
| 4 | Мінімальная шырыня лініі | 0,0762 мм |
| 5 | Мінімальны інтэрвал | 0,0762 мм |
| 6 | Мінімальная механічная дыяфрагма | 0,15 мм |
| 7 | Сценка адтуліны таўшчынёй медзі | 0,015 мм |
| 8 | Металізаваная дыяфрагма талерантнасці | ±0,05 мм |
| 9 | Допуск неметализированной дыяфрагмы | ±0,025 мм |
| 10 | Допуск да адтуліны | ±0,05 мм |
| 11 | Памерны допуск | ±0,076 мм |
| 12 | Мінімальны паяны мост | 0,08 мм |
| 13 | Супраціў ізаляцыі | 1E+12Ω(нармальны) |
| 14 | Каэфіцыент таўшчыні пліты | 1:10 |
| 15 | Цеплавы ўдар | 288 ℃(4 разы за 10 секунд) |
| 16 | Скажонае і сагнутае | ≤0,7% |
| 17 | Сіла супраць электрычнасці | >1,3 кВ/мм |
| 18 | Трываласць супраць зачысткі | 1,4 Н/мм |
| 19 | Цвёрдасць прыпоя | ≥6H |
| 20 | Вогнеўстойлівасць | 94В-0 |
| 21 | Кантроль імпедансу | ±5% |
Мы ствараем прататыпы друкаваных поплаткаў з 15-гадовым вопытам работы з нашым прафесіяналізмам
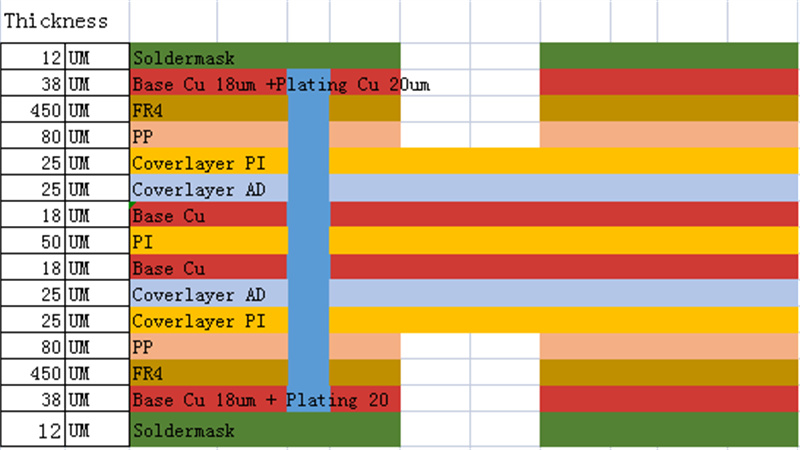
4 пласта Flex-Rigid дошкі
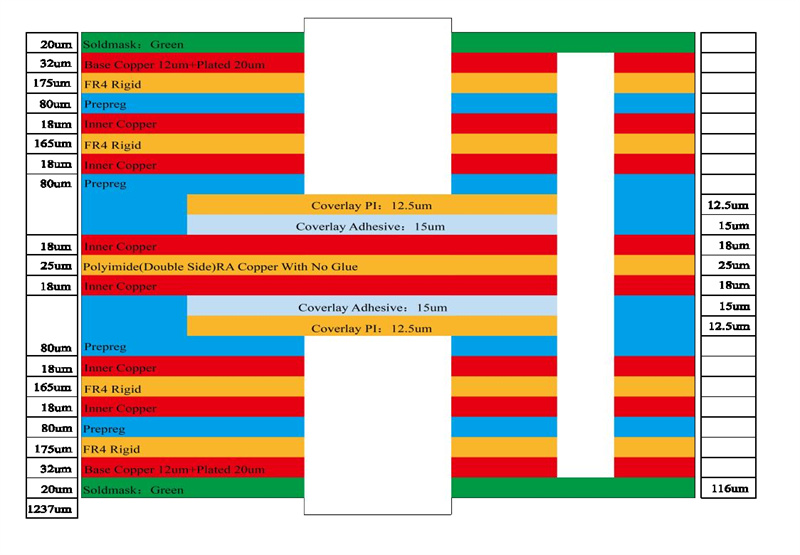
8-слойныя друкаваныя платы Rigid-Flex
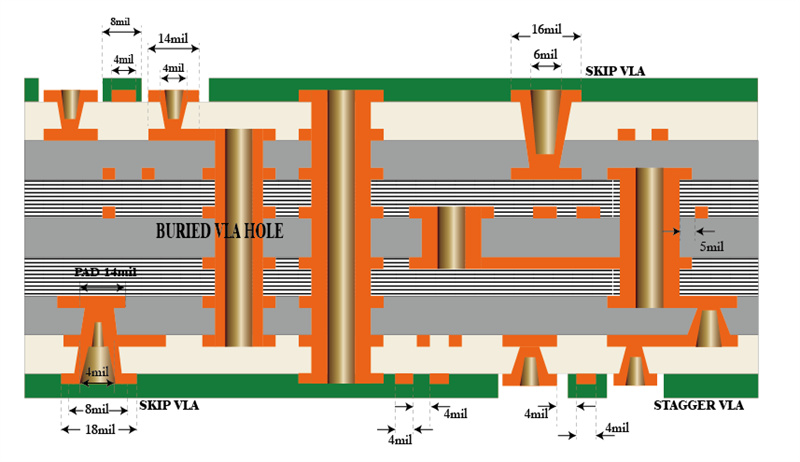
8-слойныя друкаваныя платы HDI
Абсталяванне для тэсціравання і праверкі
Тэставанне мікраскопам
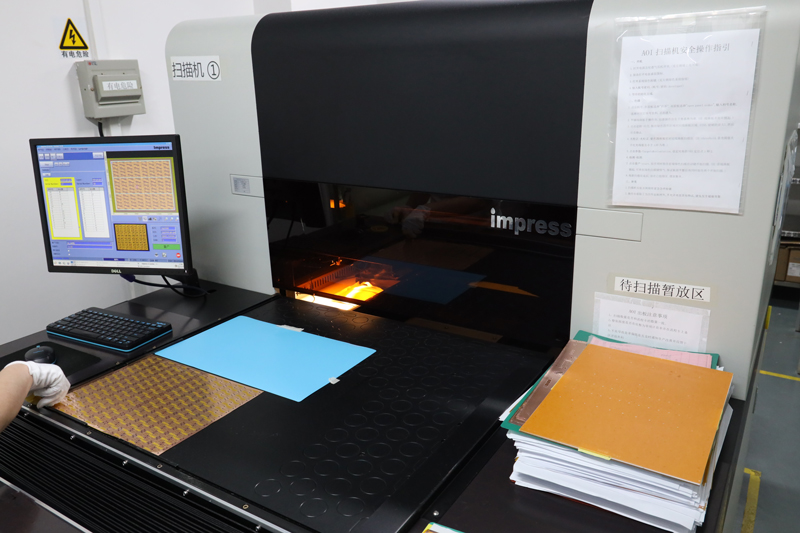
Інспекцыя AOI
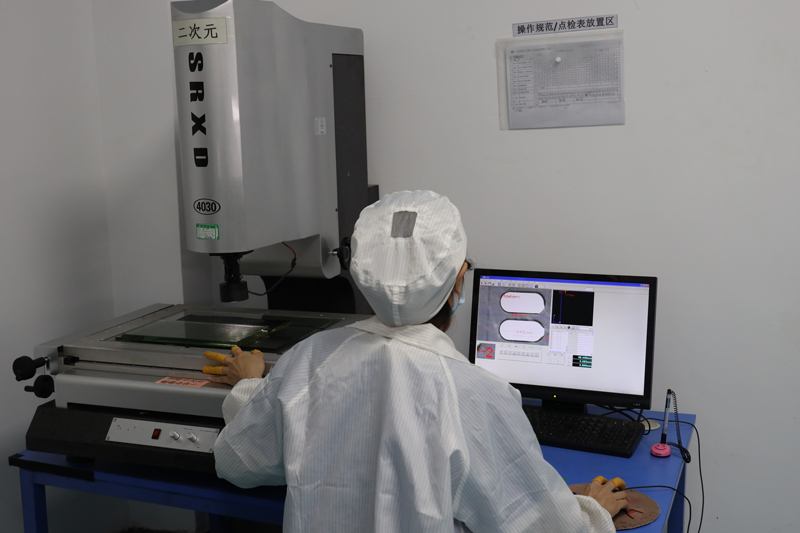
Тэставанне 2D

Тэставанне імпедансу
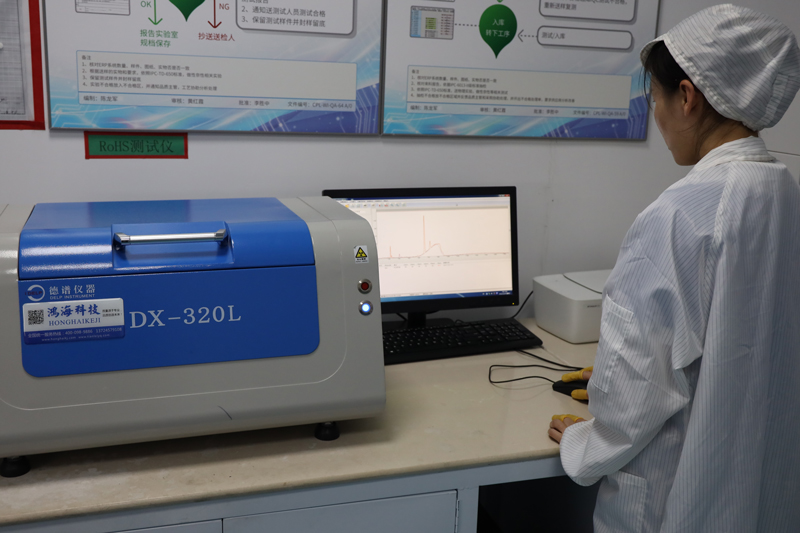
Тэставанне RoHS

Лятаючы зонд
Гарызантальны тэстар
Згінаючы Тэсты
Нашы паслугі па стварэнні прататыпаў друкаваных плат
. Забеспячэнне тэхнічнай падтрымкі перад продажам і пасля продажу;
. Індывідуальныя да 40 слаёў, 1-2 дні. Хуткае стварэнне надзейнага прататыпа, закупка кампанентаў, зборка SMT;
. Абслугоўвае як медыцынскія прыборы, прамысловае кіраванне, аўтамабільную, авіяцыйную, бытавую электроніку, IOT, БПЛА, сувязь і г.д.
. Нашы каманды інжынераў і даследчыкаў нацэлены на выкананне вашых патрабаванняў з дакладнасцю і прафесіяналізмам.




Як вырабіць высакаякасныя двухбаковыя друкаваныя платы?
1. Дызайн дошкі: выкарыстоўвайце праграмнае забеспячэнне аўтаматызаванага праектавання (САПР), каб стварыць макет дошкі. Пераканайцеся, што канструкцыя адпавядае ўсім электрычным і механічным патрабаванням, уключаючы шырыню дарожкі, адлегласць і размяшчэнне кампанентаў. Улічвайце такія фактары, як цэласнасць сігналу, размеркаванне магутнасці і кіраванне тэмпературай.
2. Стварэнне прататыпа і тэставанне: Перад пачаткам масавай вытворчасці вельмі важна стварыць прататып платы для праверкі праектавання і працэсу вытворчасці. Старанна правярайце прататыпы на функцыянальнасць, электрычныя характарыстыкі і механічную сумяшчальнасць, каб выявіць любыя магчымыя праблемы або паляпшэнні.
3. Выбар матэрыялу: Выберыце высакаякасны матэрыял, які адпавядае вашым канкрэтным патрабаванням дошкі. Звычайны выбар матэрыялаў уключае FR-4 або высокатэмпературны FR-4 для падкладкі, медзь для токаправодных слядоў і паяльную маску для абароны кампанентаў.
4. Зрабіце ўнутраны пласт: спачатку падрыхтуйце ўнутраны пласт дошкі, што ўключае некалькі этапаў:
а. Ачысціце і надайце шурпатасці ламінату з медным пакрыццём.
б. Вырабіце тонкую фотаадчувальную сухую плёнку на медную паверхню.
в. Плёнка падвяргаецца ўздзеянню ўльтрафіялетавага (УФ) святла праз фотаінструмент, які змяшчае патрэбны ўзор схемы.
d. Плёнка праяўляецца, каб выдаліць неасветленыя ўчасткі, пакінуўшы ўзор схемы.
д. Пратручвайце аголеную медзь, каб выдаліць лішкі матэрыялу, пакінуўшы толькі патрэбныя сляды і пракладкі.
F. Агледзіце ўнутраны пласт на наяўнасць дэфектаў або адхіленняў ад канструкцыі.
5. Ламінаты: унутраныя пласты збіраюцца з прэпрэга ў прэсе. Цяпло і ціск прымяняюцца для злучэння слаёў і фарміравання трывалай панэлі. Пераканайцеся, што ўнутраныя пласты правільна выраўнаваны і зарэгістраваны, каб прадухіліць зрушэнне.
6. Свідраванне: выкарыстоўвайце прэцызійны свідравальны станок, каб прасвідраваць адтуліны для мацавання і злучэння кампанентаў. У залежнасці ад канкрэтных патрабаванняў выкарыстоўваюцца свердзела розных памераў. Сачыце за дакладнасцю размяшчэння і дыяметра адтуліны.
Як вырабіць высакаякасныя двухбаковыя друкаваныя платы?
7. Неэлектрычнае амедненне: вырабіце тонкі пласт медзі на ўсе адкрытыя ўнутраныя паверхні. Гэты этап забяспечвае належную праводнасць і палягчае працэс пакрыцця на наступных этапах.
8. Візуалізацыя вонкавага пласта: падобна працэсу ўнутранага пласта, фотаадчувальная сухая плёнка наносіцца на знешні медны пласт.
Падвяргайце яго ўздзеянню УФ-прамянёў праз верхні фотаінструмент і праявіце плёнку, каб выявіць узор схемы.
9. Пратручванне вонкавага пласта: Вытравіце непатрэбную медзь на вонкавым пласце, пакінуўшы неабходныя сляды і падушачкі.
Праверце вонкавы пласт на наяўнасць дэфектаў або адхіленняў.
10. Друк маскі для прыпоя і пазнакі: нанёс маску для прыпоя, каб абараніць медныя сляды і пляцоўкі, пакідаючы месца для мацавання кампанентаў. Раздрукуйце легенды і маркеры на верхнім і ніжнім пластах, каб паказаць размяшчэнне кампанентаў, палярнасць і іншую інфармацыю.
11. Падрыхтоўка паверхні: Падрыхтоўка паверхні ўжываецца для абароны адкрытай меднай паверхні ад акіслення і для забеспячэння паяльнай паверхні. Варыянты ўключаюць выраўноўванне гарачым паветрам (HASL), нікелевае золата без электрычнага апускання (ENIG) або іншую ўдасканаленую аздабленне.
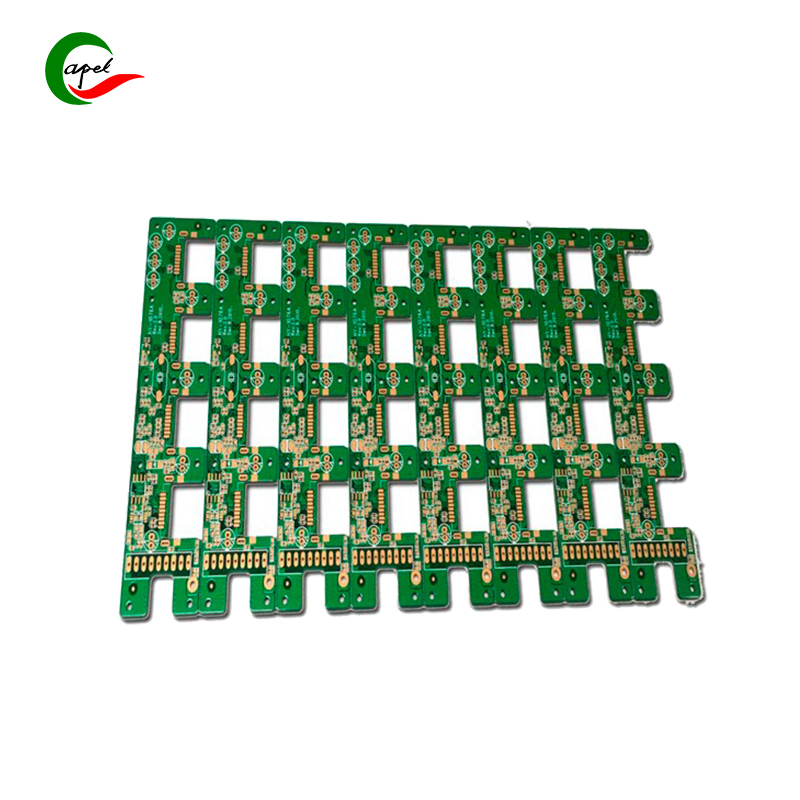
12. Маршрутызацыя і фармоўка: панэлі друкаваных плат разразаюцца на асобныя дошкі з дапамогай фрэзернай машыны або V-вобразнага скрайбінгу.
Пераканайцеся, што краю чыстыя і памеры правільныя.
13. Электрычныя выпрабаванні: Выканайце электрычныя выпрабаванні, такія як праверка бесперапыннасці, вымярэнне супраціву і праверка ізаляцыі, каб пераканацца ў функцыянальнасці і цэласнасці вырабленых плат.
14. Кантроль якасці і інспекцыя: Гатовыя дошкі старанна правяраюцца на наяўнасць любых вытворчых дэфектаў, такіх як замыканне, разрывы, зрушэнне або дэфекты паверхні. Укараненне працэсаў кантролю якасці для забеспячэння адпаведнасці кодэксам і стандартам.
15. Упакоўка і дастаўка: пасля таго як дошка праходзіць праверку якасці, яна надзейна запакоўваецца, каб прадухіліць пашкоджанне падчас дастаўкі.
Забяспечце належную маркіроўку і дакументацыю для дакладнага адсочвання і ідэнтыфікацыі дошак.







